





催化燃烧设备能有效的降低热量损耗及能耗资源,同时大大降低净化后气体排出温度。设计独特,布局合理,具有以下特点:
(1)操作方便:工作时全自动控制。
(2)能耗低:达到一定浓度时,无功率(或低功率)运行。
(3)安全可靠:泄压、自保,阻火除尘、超温报警及先进的自控。
(4)阻力小效率高:采用当今先进的贵金属钯、铂浸渍的蜂窝陶瓷催化剂,比表面积大。
(5)占地面积小:仅为同行业同类产品的70%。
(6)使用寿命长:催化剂一般3~4年/8500h更换,并且载体可再生。
CO主机由阻火器、预热器、催化反应室、主排风机、控制系统、加热组件以及催化剂组成。
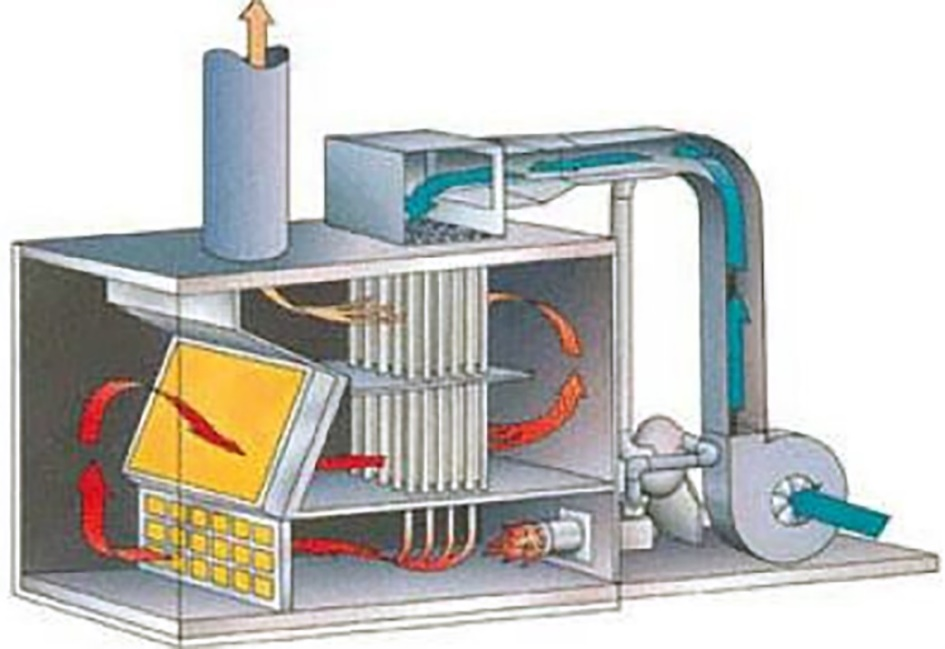
CO模型

CO设备实物图
阻火器:将设备和废气源之间的危险阻隔开来,保证处理设备和生产设备之间的安全,同时除去废气源中的粉尘。结构为波纹网型及石棉,参照国家标准制造,更换快捷,清理方便。是本设备中安全设施之一。
预热室:废气源在进入催化燃烧室之前,经温度检测仪检测,温度达不到催化反应的条件,由布置在预热室内的电加热系统进行温度的第一次提升;电加热组件为红外线加热管,由固定绝缘板固定,维护更换十分方便。
催化反应室:达到温度条件的有机废气进入第一级催化反应室;第一催化反应室采用抽屉式,内装蜂窝状催化剂,中间分插电加热组件,利用红外线辐射原理,使蜂窝状催化剂温度达到反应温度,使部份有机物进行分解,释放出能量,直接使废气温度提升,是本设备设计的第二温度提升处,也叫催化升温;温度提升后的有机气体进入催化固定床,内置蜂窝状催化剂,满足反应条件的有机气体在此完全分解,废气变成洁净气体。本部件为催化净化装置的心脏。
主排风机(脱附风机):耐高温低转速,保证工作效果同时做到节能,没有二次污染,是整个装置气流运转的动力源。配置减振台座及减振器。
控制系统:监控所有动力点起动、停止、故障,反映整个运转过程中气体的升温、气体分解状况,对设备整个过程进行全方位安全动力保护,可以根据废气性质及生产线状态进行设定。
催化剂:催化剂是在化学反应中能改变反应温度而本身的组成和重量在反应后保持不变的物质。是处理各种不同类型有机废气的高效广谱型催化剂。工业废气 VOC 净化催化剂,催化剂蜂窝陶瓷做载体,内浸渍贵金属铂和钯,具有高活性、耐高温及使用寿命长等特点。
催化剂活性指标测试表
|
净化效率≥90%的起燃温度和相应浓度 |
|||||
|
甲苯 |
4g/m³ |
220℃ |
苯 |
4g/m³ |
240℃ |
|
二甲苯 |
4g/m³ |
220℃ |
醋酸乙酯 |
4g/m³ |
300℃ |
|
乙酮 |
4g/m³ |
220℃ |
甲基胺 |
4g/m³ |
320℃ |
|
正己醇 |
4g/m³ |
180℃ |
乙醇 |
4g/m³ |
220℃ |
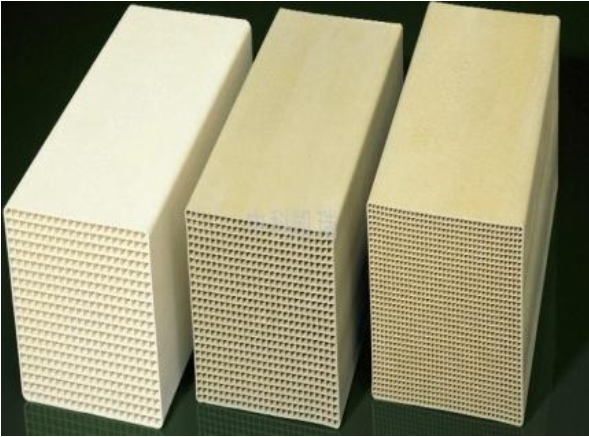
催化剂示意图
性能参数为:方形孔,孔数 25 个/cm2,堆积密度为 0.76±0.02 kg/L,强度为 100kgf/cm2,比表面积为 25m2/g。活性指标测试见下表:
|
外形尺寸 |
100×100×50 |
空穴尺寸 |
Φ1.3mm |
|
空穴密度 |
25.4个/cm2 |
孔壁厚度 |
0.5mm |
|
深层主晶相 |
Y-A1203 |
比表面积 |
43m2/g |
|
堆积密度 |
0.8g/ cm2 |
空速 |
1.2×104h-1 |
|
催化剂活性温度 |
210℃ |
耐冲击温度 |
750℃ |
|
使用寿命 |
8000h |
|
|
在设备的CO炉进口设置了阻火器,将生产线和处理设备之间的任何危险断开,保证装置正常运转。阻火器应能有效地防止火焰通过。
在催化反应室内设置了泄压口,当设备内部的压力 10~30kPa 之间时,自动泄压,使设备始终在安全状态下运行。
电加热组件可以根据废气的温度起伏,自动控制补偿和停止;当反应温度出现高温时,自动停止电加热的电源,温度降低后会自动起动,恢复正常工作。
控制系统上显示废气预热温和气体反应温度,可以清楚了解气体氧化分解效果。
可以从控制系统中了解电加热组件工作状态及电加热组件的完好状态,电源均有良好地接地和保护措施。
整个系统为负压工作方式,废气不存在外溢现象。
设备外表面用绝缘保温材料进行保温,使表面的外壳温升为≤50℃,整个设备的绝缘电阻小于2MΩ。
CO炉控制系统采用一键“启动”,一键“停机”,可实现无人值守,“傻瓜式”操作。
